







在(zài)現(xiàn)代工業領域(yù),電纜作為電力傳輸與信息交互的”血管”,其質(zhì)量直接關係到能源網絡的穩定性。 而(ér)束絞(jiǎo)機作為電纜製造的核心設備,通過獨特的機械結構與控製技術,將多根金屬線材(cái)絞合成高強度、高柔性的導體,這一過程不僅體現了精密製造的工藝水平,更蘊含著機械工程與(yǔ)材料科學(xué)的深度結合。
一、束絞機的工業定位與技術特性
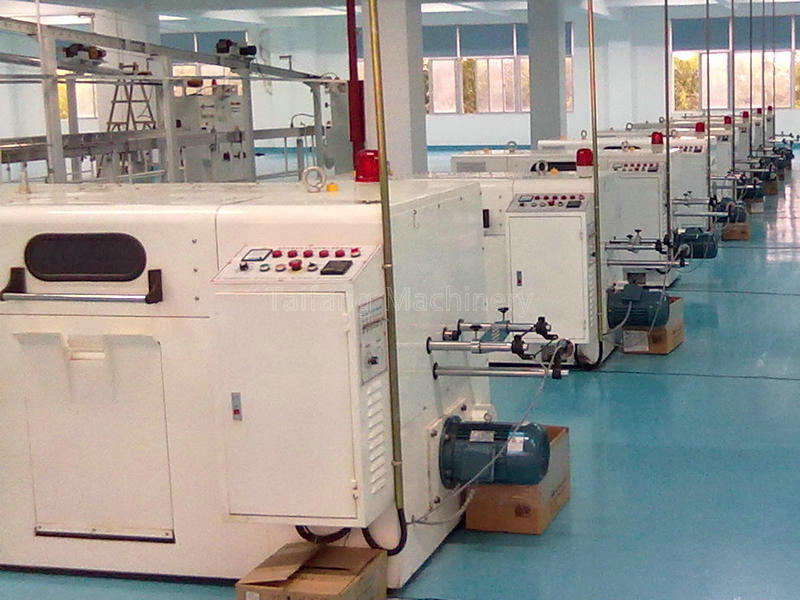
作為線纜行業的”骨骼成型器”,束絞機(jī)通過旋轉絞合(hé)工藝(yì)實現導體的結(jié)構(gòu)優化。與傳統的單線(xiàn)導(dǎo)體相(xiàng)比,束絞結構(gòu)可使電纜具備三大優勢:
- 抗拉強度提升:絞合線芯形(xíng)成應力(lì)分(fèn)散結構
- 彎曲性能優化:絞距設計帶(dài)來的柔性提升
- 導電穩定性(xìng)增強:接觸麵積的幾何增長 目前主流(liú)的束(shù)絞機分為搖籃式與(yǔ)管式(shì)兩(liǎng)大類型。搖籃(lán)式設備采用分線盤獨立放線,通過行星齒輪(lún)係統實現絞體旋轉,特別適合(hé)大截(jié)麵導體的生產;管式設(shè)備(bèi)則利用空心軸結構進行連續絞合,在通信(xìn)電纜領(lǐng)域應(yīng)用廣泛。
二、核心工作原理的機(jī)械解析
束絞(jiǎo)機的核心動作由四大係統協同完成:
- 放線(xiàn)係(xì)統:采用(yòng)恒張力控製(zhì)技術(shù),確保12-48根(gēn)單線同步釋放
- 絞合係統:行星輪係驅動絞籠以300-1500rpm高速旋轉
- 牽引係統:伺服電(diàn)機實現0.5-15m/min精準速(sù)度匹配(pèi)
- 收線係統:智能化排線裝置保證線盤整齊度(dù) 關鍵技術參數——絞距的計算公式: P = πD × tanα (P:理論絞距;D:絞合外徑;α:絞合角) 實際(jì)生產中需根據導體規格動態調整絞合節距,通常(cháng)銅導體采用12-16倍直徑(jìng)絞距,鋁合金導體(tǐ)則為14-18倍。過小的(de)絞距會導致線材應力集中,過大(dà)的絞距則影響結構緊密度。
三、智能控(kòng)製係統的技術突破(pò)
新一代束(shù)絞機引入多維度傳感技術,通過以下創新實現工(gōng)藝優化:
- 激光測徑(jìng)儀實時監控導體橢圓度(精度±0.01mm)
- 張力(lì)反饋係統自動補償線間差異(控製精度(dù)±2%)
- 基於機器視覺的斷線檢測(響應時間<50ms) 某(mǒu)知名設備廠商的測試數據(jù)顯示,智能控製(zhì)係(xì)統可使:
- 材料損耗(hào)降低18%
- 生產速度提(tí)升22%
- 不良品率控製在0.3%以下
四、工藝難點與解決方案
在超細(xì)導(dǎo)體(<0.08mm)絞合過程中,線材(cái)扭轉應力控製成為(wéi)主要挑戰。行業領先企業通過以下技術創新實現突破:
- 反向預扭技術:在放線端(duān)施加(jiā)逆向旋轉力矩
- 液態氮冷(lěng)卻係統:抑製高速摩擦導致(zhì)的(de)溫升
- 陶瓷導輪組:表麵粗糙度控製在Ra0.2μm級別 針對新能源汽車用高壓電纜的特殊需求,部分設備已集成在線退火模塊,可在絞合過程中完成導體軟化處理,將工藝(yì)周期縮短(duǎn)40%。
五、行業發展趨勢前瞻
隨著新(xīn)能源發電與特高壓(yā)電網建設提速(sù),束絞機技術呈(chéng)現三大演進方向:
- 模塊化設計(jì):快速切換絞合規格(換型時(shí)間<30分鍾)
- 節能化改造(zào):永磁(cí)電機替代傳統異步電機(節能25%)
- 數字孿(luán)生係(xì)統:通過虛擬調試(shì)縮短設備開(kāi)發周期 國際線纜協會(IWCS)最新報告指出,采用(yòng)AI算法的自適應絞合係統已進入實用階段(duàn),該係統可根據(jù)原料(liào)特性自動優化工藝參數,使產品一致性提升至99.6%以上。
TAG:

